


Tous les produits
-
Ceinture à boucle en plastique
-
Boucle de ceinture faite sur commande
-
La boucle de ceinture réglable
-
Ceinture à boucle en plastique
-
Ceinture de taille en nylon
-
Pins à auto-nivelation
-
Bouteille en forme de cône
-
Verre à pinte pliable
-
Moulage par injection en plastique
-
Injection en plastique Overmolding
-
Pièces moulées en plastique
-
Casque moulé par injection
-
Tubes en plastique télescopiques
Personne à contacter :
Foxkey Wu
Numéro de téléphone :
13923892179
S316 Moule à injection en plastique DEM HUSKY Moule à forme en plastique Tolérance de 0,01 mm





| Lieu d'origine | Chine |
|---|---|
| Nom de marque | Foxkey |
| Numéro de modèle | M |
| Quantité de commande min | 1 pièces |
| Prix | $1200 |
| Détails d'emballage | Boîte en contreplaqué |
| Délai de livraison | 35 jours |
| Conditions de paiement | T/T, Western Union |
| Capacité d'approvisionnement | moule 10 par mois |

Contactez-moi pour des aperçus gratuits et des bons.
Whatsapp:0086 18588475571
wechat: 0086 18588475571
Skype: sales10@aixton.com
Si vous avez n'importe quel souci, nous fournissons l'aide en ligne de 24 heures.
xDétails sur le produit
| Matériel | S136 en acier… | Tir | tir 1000000 et en haut |
|---|---|---|---|
| La norme | HASCO, DEM, HUSKY | Base de moule | LKM |
| La tolérance | 0.01mm | SPI | 0.012 à trois.20 |
| Mettre en évidence | S316 Moldes à injection en plastique,Tolérance de 0 |
||
Description de produit
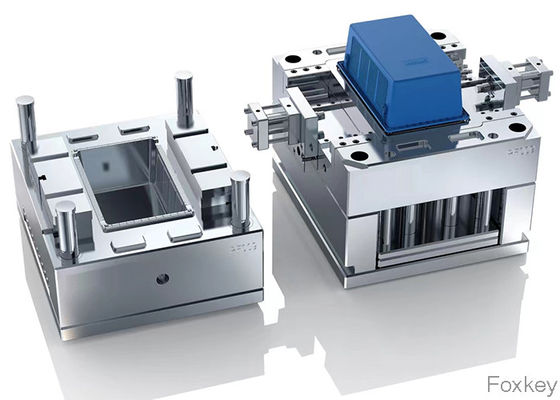
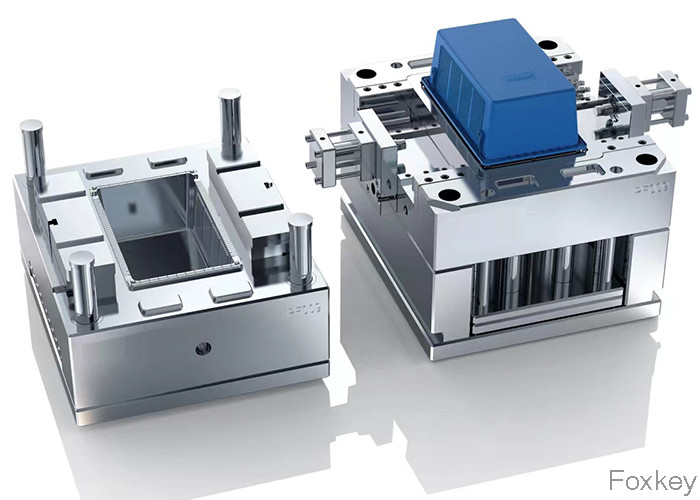
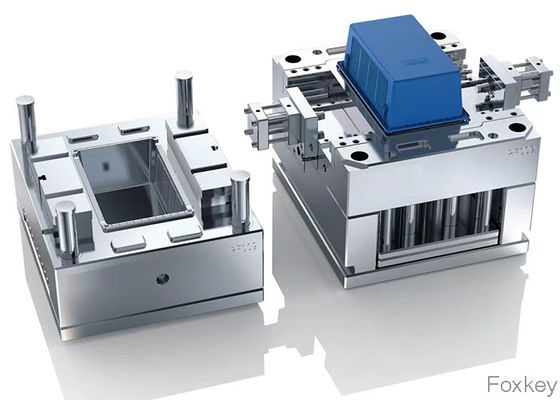
S316 Fabricant de moules à injection en plastique Moule à moulage en plastique DEM HUSKY
Qu'est-ce que le moulage par injection?
Le moulage par injection est la technique de moulage plastique la plus utilisée par divers fabricants.En plus., ce procédé est adapté à la fabrication de pièces d'excellente qualité et de volume important.
Cette méthode de moulage est assez similaire à celle du moulage par extrusion.Le seul point où ces deux méthodes de moulage de plastique diffèrent est que le moulage par injection injecte directement le plastique fondu à haute température dans un moule sur mesureAprès que le plastique fondu a été placé directement dans le moule, il est laissé perdre sa chaleur, puis ouvert pour obtenir le matériau plastique solide.
Les pièces automobiles et les pièces d'appareils chirurgicaux sont parmi les produits fabriqués par ce procédé de moulage.Les ingénieurs et les concepteurs peuvent bénéficier de produits fabriqués avec une plus grande souplesse grâce au moulage par extrusion.
Conception des moules
Étape 1: Analyser les dessins du produit
Étape 2Créer leConception pour la fabrication (DFM) le rapport
Étape 3: Effectuer l'analyse du débit de moule
Étape 4: dessins d'outillage de conception
Étape 5: Fabrication de moules
![]()
![]()
![]()
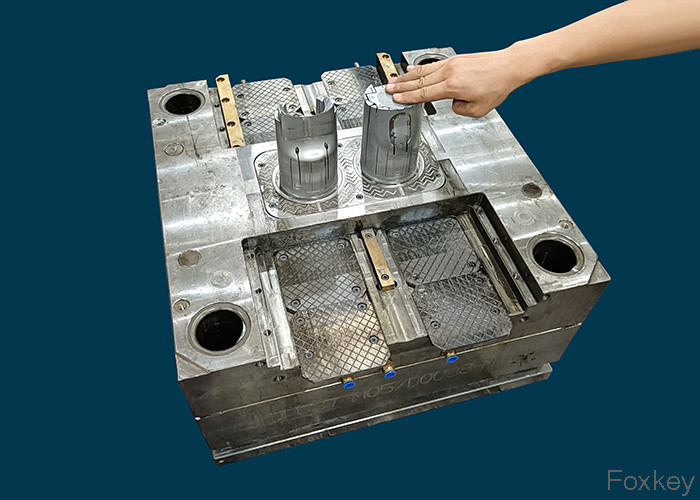
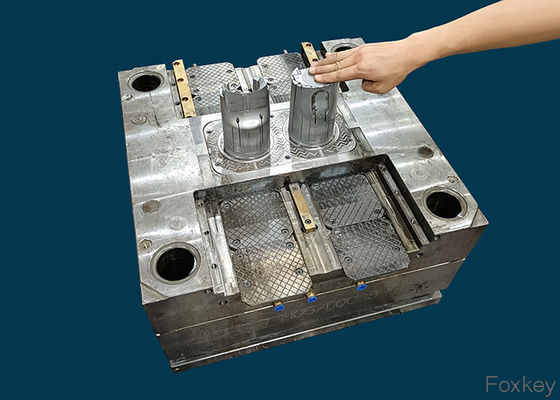
Noyau de moisissure de la transformation préalable
![]()
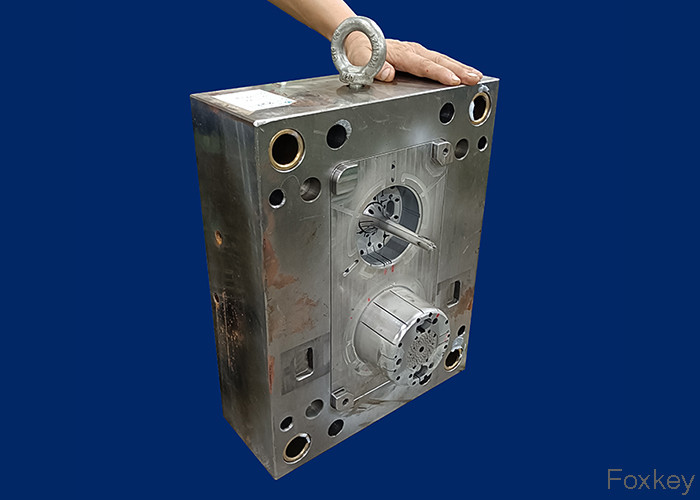
Ouvert à la moisissure
![]()
![]()
![]()
Une grosse moisissure, mais il y en a d'autres plus gros.
![]()
La moisissure se déplace sur la chaîne
![]()
Moule dans la machine de transformation
![]()
Salle de stockage des moisissures
![]()
Atelier d'outillage de moules
![]()
Fabrication de moules à injection plastique
1.Échantillons/Dessin et demande de votre part
2.Conception de moule: nous communiquerons et échangerons l'avis avec vous après que vous ayez passé commande.
3Achat de matériaux: coupe d'acier et outillage de base de moule.
4- Je les assemble.
5- Inspection des moules: suivi et contrôle du traitement des outils.
6Test de moule: Nous vous informerons de la date. Ensuite, nous vous enverrons le rapport d'inspection de l'échantillon et les paramètres d'injection avec l'échantillon!
7Votre instruction et confirmation de livraison.
8- Le moule est prêt avant l'emballage.
Spécification du moulage en plastique
1. fabricant professionnel, conception, production de moules à injection contrôle qualité
2. riche expérience à l'exportation de moules à injection plastique
3Prix raisonnable du moule de conception
4. cavités: simple ou selon vos exigences cavité
5Traitement: S45C Prétraitement > 25Hrc, et nitridation
6- Acier moulé: cavité, noyau et glissement: P20,2738,2136 disponible Base de données de moule: LKM disponible
7. Standard: DEM, HUSKY, disponible
8Selon votre demande.
9Durée de vie: > 300 000 fois
10Package: boîtier en contreplaqué, peinture anti-rouille
Traitement de surface secondaire
| Des inserts filetés | Nous pouvons installer les inserts standard les plus couramment utilisés en UNF et tailles métriques |
| Impression par tampon | Transférer une image 2D sur une partie 30 Toutes les images sont soumises à examen |
| Gravure au laser | Graver des numéros de pièces, des logos et plus encore sur vos pièces |
| Le piégeage thermique | Le processus de chauffage local d'un composant en plastique afin de le reformuler et d'y insérer un autre composant (comme un insert fileté à l'acier) |
| Peinture | Première couche et couche supérieure; couleurs standard ou Pantone, masquage disponible, peinture EMI (cuivre) |
| Plaquage ou revêtement | Le revêtement est le procédé par lequel la surface d'un composant est recouverte d'un mince film d'un autre métal. |
| Soudage par ultrasons | Il est couramment utilisé pour les matières plastiques et les métaux, et en particulier pour les matériaux différents. Nous avons la capacité d' assembler et d' étiqueter les pièces moulées par injection. Discutez de vos besoins avec votre vendeur. |
| Assemblage |
Norme de finition SPI
| Finition du SPI | Définition | Applications typiques | Roughness (Raμm) |
| Le SPIA-1 | Grade n°3, 6000 Grit Diamo巾 Buff | Parties transparentes, optiquement claires | 0.012 à 0.025 |
| SPI A-2 | Grade 6, 3000 Grit Diamo巾 Buff est un joueur de tennis. | Pièces à haute polissage et à haute résistance | 0.025 à 0.050 |
| SPI A-3 | Grade #15, 1200 Diamo巾 Grit Buff | Pièces de haute ou moyenne hauteur, lentilles optiques | 50 à zéro.100 |
| SPI B-1 | 600 Papeterie à gravier | Pièces de polissage à mi-hauteur | 5 à 0.10 |
| SPI B-2 | 400 Papeterie à gravier | Pièces de polissage à mi-hauteur | 0.10 contre 0.15 |
| SPI B-3 | 320 Papeterie à gravier | Parties à faible polissage | 0.28 contre 0.32 |
| SPI C-1 | 600 Entrepôt | Pièces peu polies | 0.35 - 04 0 |
| SPI C-2 | 400 Entrepôt | Pièces peu polies | 04 5 à 0.55 |
| SPI C-3 | 320 Entreposage | Pièces peu polies | 0.63 -0 70 |
| SPI D-1 | Perles de verre à soufflage sec | Filles de satin | 0.80 contre 1.00 |
| SPI D-2 | Blast sec #240 Oxyde | Fin de conduite en état d'ivresse | 1.00 à 2.80 |
| SPI D-3 | Déchets de déchets d'oxyde #24 | Je vais finir. | 20 à 18.00 |
produits recommandés
-
VIDEO
